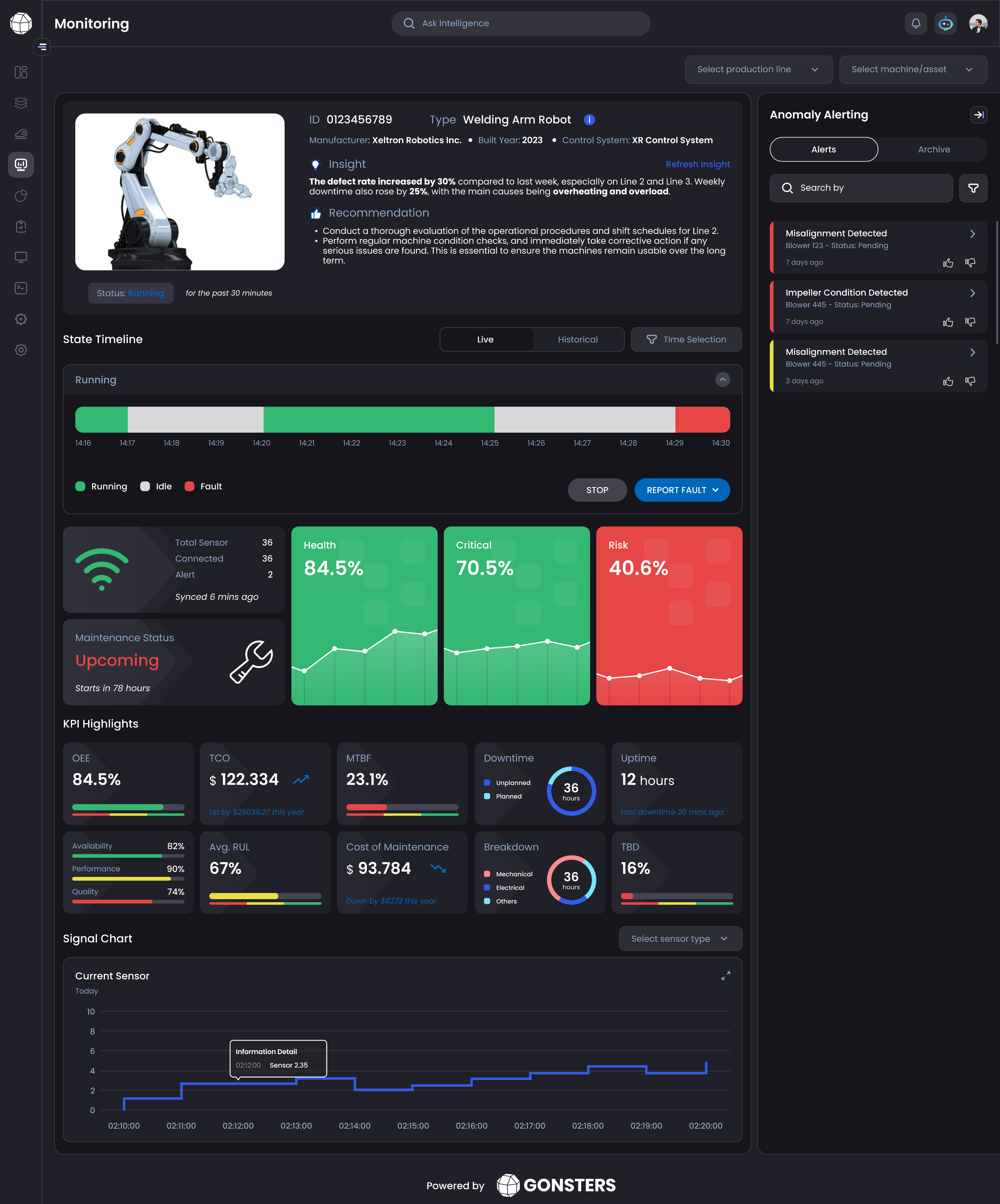

Minimize Unplanned Downtime- Guaranteed ROI from Day 1
GONSTERS prevents the #1 cost in manufacturing, unplanned downtime, using real-time Digital Twin + AI that predicts failure, adjusts operations, and executes preventive actions without human delay.
Why it’s crucial ?
- “Unplanned downtime costs factories $260,000+/hour (Deloitte). GONSTERS stop it cold. You’re not “monitoring”, you’re preventing revenue death.”